T.O. 33B-1-1
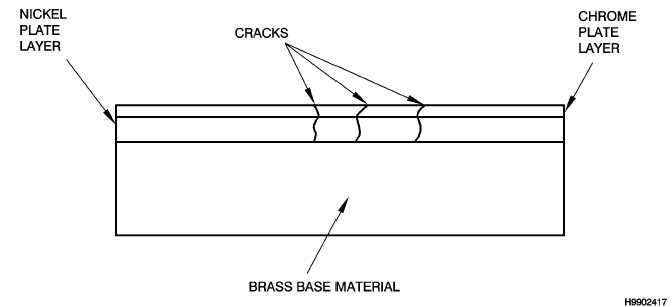
Figure 1-6.
Illustration of Crack Depth in Chrome-Plated Panel
1.5.4.2
Procedure for Testing Material Performance.
NOTE
Panels are cracked on one face only. When the penetrant materials are
applied to the cracked face, surplus penetrant materials often get on the back
of the panel. Penetrant materials on the back must be removed to keep from
contaminating the cracked panel face.
a.
Observe the following precautions when processing the cracked chrome plate panels:
(1)
Do not expose the test panels to temperatures above 212oF (100oC).
(2)
Use extreme care in handling and storing the panels. Do not drop, hit, or place undue mechanical
stress on the test panels. Do not attempt to bend or straighten the test panels.
(3)
Prior to and after each use, clean the test panels by immersion and agitation in a solvent.
Cleaning with an ultrasonic solvent cleaning system can also be used. Some handling or touching
of the plated surfaces is necessary, but should be kept to a minimum to reduce fingerprint
contamination. After cleaning, examine the plated surfaces under a black light for evidence of
entrapped residues from previous inspections. Time must be allowed after cleaning to ensure all
of the solvent has evaporated from the panels before using them.
(4)
The mirror surface finish and f law shape on the test panels are not representative of normal
aircraft parts. This requires special procedures when using the test panels. The main difference
is the extreme care that must be taken during the surface penetrant removal step. It is very easy
to remove entrapped penetrant from the test panel cracks.
b.
Place a small quantity of in-process or working bath materials and reference materials in separate
containers for each material. DO NOT apply the reference materials from their storage containers to
avoid contaminating the entire reference sample. DO NOT apply the working bath and reference
material with the same brush or swab. Any mixing of the two materials will invalidate the test
results.
1-32
Change 2