T.O. 33B-1-1
3-105
c. Straightening Cracks. The process of heat treating often causes some warping of the part due to non-
uniform cooling during quenching. A hardened shaft, for example, may come from the heat treat
operation not quite straight. In many cases these can be straightened in a press, but if the amount of
bend required is too great or if the shaft is too brittle, cracks may be formed. Again, these are very
readily found with magnetic particles
d. Grinding Cracks. Surface cracking of hardened parts, as the result of improper grinding is frequently a
source of trouble. Grinding cracks are essentially thermal cracks. They are caused by stresses set up by
local heating under the grinding wheel. They are avoidable by using proper wheels, proper cuts, and
proper coolants. They are sharp surface cracks and they are easily detected with magnetic particle
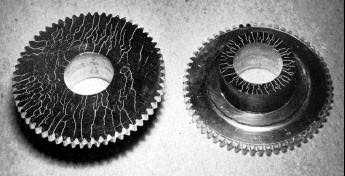
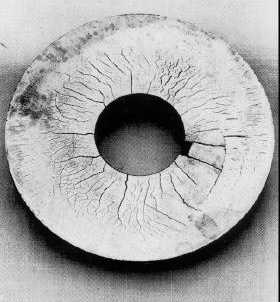
inspection. Such surfaces usually crack severely and extensively, as illustrated in Figure 3-64 and
Figure 3-65.
Figure 3-64. Fluorescent Magnetic Particle Indications of Typical Grinding Cracks.
Figure 3-65. Magnetic Particle Indications of Grinding Cracks in a Stress-Sensitive, Hardened Surface.
e. Etching and Pickling Cracks. Hardened or cold worked parts, that contain high internal and external
residual stresses, may crack if they are pickled or etched in acid. Acid attack of the surface layers of
the metal gives the internal stress a chance to be relieved by the formation of a crack. Before this action