T.O. 33B-1-1
3-96
3.7.4.1.1
Inherent Discontinuities.
This group of discontinuities is present as the result of its initial solidification of metal from the molten state, before
any of the operations to forge or roll it into useful sizes and shapes have begun. The names of these inherent
discontinuities are given and their sources described below.
a. Pipe. As the molten steel, which has been, poured into the ingot mold cools, it solidifies first at the
bottom and walls of the mold. Solidification progresses gradually upward and inward. The solidified
metal occupies a somewhat smaller volume than the liquid, so that there is a progressive shrinkage of
volume as solidification goes on. The last metal to solidify is at the top of the mold, but due to
shrinkage there is not enough metal to fill the mold completely, and a depression or cavity is formed.
This may extend quite deeply into the ingot (See Figure 3-49.) After early breakdown of the ingot into
a bloom (see Glossary), this shrink cavity is cut away or cropped. If this is not done completely before
final rolling or forging into shape, the unsound metal will show up as voids called "pipe" in the finished
product. Such internal discontinuities, or pipe, are obviously undesirable for most uses and constitute a
true defect. Special devices ("hot tops") and special handling of the ingot during pouring and
solidification can control the formation of these shrink cavities.
Figure 3-49. Cross-Section of Ingot Showing Shrink Cavity
b. Blowholes. As the molten metal in the ingot mold solidifies there is an evolution of various gases.
These gas bubbles rise through the liquid and small percentage escape. The remainder is trapped as the
metal freezes. Most of these, usually small, will appear near the surface of the ingot; and some, often
large, will be deeper in the metal, especially near the top of the ingot. Many of these blowholes are
clean on the interior and are fused shut into sound metal during the first rolling or forging of the ingot;
but some, near the surface, may have become oxidized and do not fuse. These may appear as seams in
the rolled product. Those deeper in the interior, if not fused in the rolling, may appear as laminations.
c. Segregation. Another action that takes place during the solidification is the tendency for certain
elements in the metal to concentrate in the last-to-solidify liquid, resulting in an uneven distribution of
some of the chemical constituents in the ingot. Various means have been developed to minimize this
tendency, but, if for any reason, severe segregation does occur, the difference in permeability of the
segregated areas may produce magnetic particle indications. Segregation can adversely affect physical
properties as well as contribute to the formation of defects later in the processing cycle.
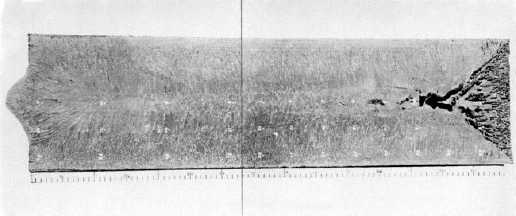
d. Nonmetallic Inclusions. Nonmetallic inclusions are usually oxides, sulfides or silicates. They can be
introduced by the use of dirty raw materials, crucibles or rods. Other contributing factors can be faulty
linings and poor pouring practices. The inclusions can form stringers during subsequent rolling
operations. These stringers can affect the physical properties of the materials and are usually
considered defects. See Figure 3-50 for an example of an indication of nonmetallic inclusions.