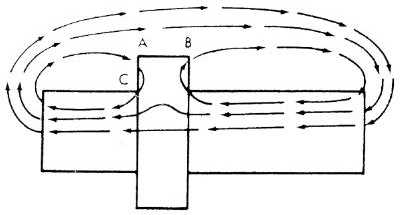
T.O. 33B-1-13-109particle inspection, the boundaries of the areas may create local leakage fields and attract magnetic particles to formindications.3.7.5.2.5 HighTemperatureExposure.a. BoundariesofHeatTreatedSections. Heat treating a part consists of heating it to a high temperatureand then cooling it under controlled conditions. The cooling may be relatively rapid or it may be donequite decrease the hardness or the grain size of the metal by varying the temperature and the rate ofcooling. On a cold chisel the point is hardened to cut better and to hold an edge. The head of thechisel, which is the end struck by the hammer, is kept softer than the cutting edge so that it won'tshatter and break. The edge of the hardened zone frequently creates a leakage field when the chisel isinspected with magnetic particle inspection.NOTEDelta Ferrite is brittle and has historically been considered a defect in applicationssuch as aircraft that are exposed to tensile and cyclic loading. While the presence ofdelta ferrite does not indicate an actual defect, such a region would be a preferentialcrack initiation area.b. DeltaFerrite. Delta Ferrite is a ferromagnetic phase of steel that occurs at elevated temperatures. Thisphase primarily occurs at normal temperatures because of rapid cooling after prolonged exposure tohigh temperatures. A concentrated region of delta ferrite may cause non-relevant indications along theregions boundary due to the magnetic disturbance caused by its presence.3.7.5.2.6 AbruptChangesofSection.Where there are abrupt changes in section thickness of a magnetized part, the magnetic field may be said to expandfrom the smaller section to the larger. Frequently this creates local poles due to magnetic field leakage or distortion. Ifa part, as shown in Figure 3-70, is magnetized in a coil, poles are set up at each end and some leakage occurs at A andB. Also, the change of section at C is quite abrupt and there may be a leakage across this corner as shown. Theseleakage fields will attract magnetic particles, thereby creating an indication. The indications formed at A and B areusually very easily interpreted; that at C may be more difficult to recognize as being non-relevant. If the indication iscontinuous around the shaft, it should be suspected as being caused by the shape of the part rather than by adiscontinuity. The non-relevant indication at C will usually be "fuzzy" like an indication, which is produced by a defectbeneath the surface. If there is a crack or discontinuity in that area, it will usually produce an indication that is sharperand it probably will not run completely around the part.Figure 3-70. Local Poles Created by Shape of Part
Integrated Publishing, Inc. - A (SDVOSB) Service Disabled Veteran Owned Small Business