T.O. 33B-1-1
3-104
k. Weld Defects. A variety of discontinuities may be formed during welding. Some are at the surface and
some are in the interior of the weldment. Some of the defects peculiar to weldments are lack of
penetration, lack of fusion, undercutting, cracks in the weld metal, crater cracks, cracks in the heat
affected zone, etc.
3.7.4.1.3
Secondary Processing or Finishing Discontinuities.
In this group are those discontinuities associated with the various finishing operations after the part has been rough-
formed by rolling, forging, casting or welding. Discontinuities may be introduced by machining, heat treating,
grinding and similar processes. These are described below:
a. Machining Tears. These are caused by dragging of the metal under the tool when it is not cutting
cleanly. Soft and ductile low carbon steels are more susceptible to this kind of damage than are the
harder, higher carbon or alloy types. Machining tears are surface discontinuities and are readily found
with magnetic particles.
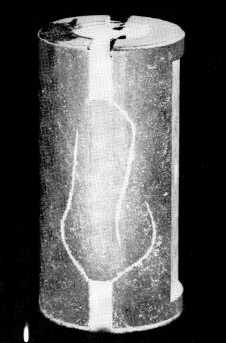
b. Heating Treating Cracks. (See Figure 3-63.) When steels are heated and quenched to produce desired
properties for strength or wear, cracking may occur if the operation is not correctly suited to the
material and the shape of the part. Most common are quench cracks, caused when parts are heated to
high temperatures and then suddenly cooled by immersing them in some cool medium, which may be
water, oil or even air. Such cracks often occur at locations where the part changes cross-section or at
fillets or notches in the part. The edges of keyways and the roots of splines or threads are likely spots
for quench cracks to occur. Cracks may also result from too rapid heating of the part, which may cause
uneven expansion at changes of cross-section, or at corners where heat is absorbed more rapidly than in
the body of the piece. Corner cracking may also occur during quenching, because of more rapid heat
loss at such locations. Heat treating cycles can be designed to minimize or eliminate such cracking, but
for critical parts, testing with magnetic particles is a safety measure usually applied, since such cracks
are serious and their detection presents no difficulty.
Figure 3-63. Magnetic Particle Indications of Quenching Cracks Shown with Dry Powder.