T.O. 33B-1-1
2-64
b. Warm air blowers. Warm air blowers are often used on large parts that cannot be oven dried. The
method may not uniformly dry wet developers.
c. Recirculating air ovens. The most frequently used method of drying parts is with a recirculating hot air
oven. It provides a rapid means of properly drying parts and wet developer; is adaptable to production;
and permits control of the temperature.
2.6.2.4.2
Time Temperature Effects.
NOTE
Depots with automated and semi-automated penetrant inspection systems may
exceed the 140°F (60°C) drying oven temperature while performing inspections
with these systems. The part temperature SHALL NOT exceed 140°F (60°C). All
parts remaining at 140°F (60°C) for longer than ten minutes or exceeding 140°F
(60°C) SHALL be reprocessed (cleaned and reinspected).
When drying test parts in a recirculating oven, both time of exposure and dryer temperature must be carefully
controlled. The minute quantity of penetrant entrapped in discontinuities can be subject to dye degradation and/or
large evaporation losses. Fluorescent dyes experience heat fade or permanent loss of fluorescence at elevated
temperatures. Heat fading starts at about 140°F (78°C) and increases rapidly with increased temperatures and time.
Evaporation loss can decrease the small amount of penetrant entrapped in a discontinuity to such a low level that it will
not contact the developer on the surface and an indication will not form. The effects of drying temperature and time
are more severe when a dry developer is used. Aqueous or wet developers are applied before heat and may retain
contact with the penetrant during the drying cycle. The base vehicle of the developer tends to mix with the penetrant in
the defect. The evaporating action of the base vehicle helps to draw the penetrant from the defect to form the
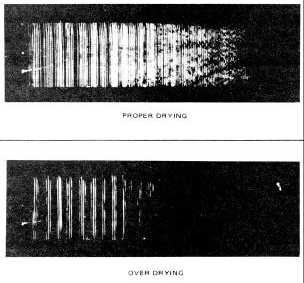
indication. Figure 2-23 compares proper versus excessive drying of Sensitivity Level 3 penetrant prior to applying dry
developer. Drying was at 150°F (66°C) for ten minutes. The fine indications are the first to disappear.
Figure 2-23. The Effect of Proper versus Excessive Drying.
2.6.2.4.3
Procedure.
It is easy to monitor and control oven temperature, but almost impossible to monitor test part temperatures. Another
complicating factor is the rate at which parts heat. Thin areas will dry and reach oven temperature before thick
sections become warm. The procedure is to set the oven temperature at 140°F (60°C) or less, and to remove the parts
from the oven as soon as they are dry. Parts SHALL be separated with an air space between them. If the part