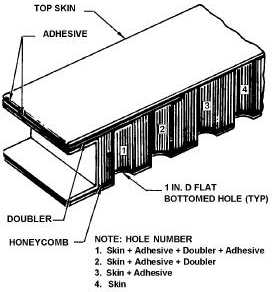
T.O. 33B-1-15-645.4.2.3 FabricationofReferenceStandards.a. The reference standards shall contain unbonds equal to the sizes of the minimum rejectable unbonds forthe test parts. Information on minimum rejectable unbond sizes for test parts shall be obtained from theprime depot level engineering activity.b. Producing unbonds by use of grease, vinyls, and other foreign material not covered below is prohibited.One or more of the following techniques shall be used in fabricating reference defects. Since bondingmaterials vary, some of the methods may not work with certain materials.(1) Standards for Types I, II, III and IV unbonds may be prepared by placing discs of 0.006 inchthick (maximum) Teflon sheets over the adhesive in the areas selected for unbonds. For Type IIunbond, place the Teflon between the core and adhesive. Assemble the components of thestandard and cure the assembly.(2) Types I, II and III standards may also be produced by cutting flat-bottomed holes of diameterequal to the diameter of the unbonds to be produced. The holes are cut from the backsides ofbonded specimens, and the depths are controlled to produce air gaps at the applicable interfaces(see Figure 5-66). When using this method, patch plates may be bonded to the rear of thereference standard to cover each hole and seal the reference standard.Figure 5-66.Example of Reference Standard for Types I and II Unbonds.(3) Type II standards may be produced by locally undercutting (before assembly) the surface of thecore to the desired size unbond. The depth of undercut shall be sufficient to prevent adhesiveflow, causing bonds between the undercut core and the skin.(4) Type IV standards may be produced by removing adhesive in selected areas prior to assembly.(5) Type V standards may be produced by drilling small holes in the back of the standard andinjecting varying amounts of water into the cells with a hypodermic needle. The small holes canthen be sealed using a small amount of water-resistant glue or adhesive.
Integrated Publishing, Inc. - A (SDVOSB) Service Disabled Veteran Owned Small Business