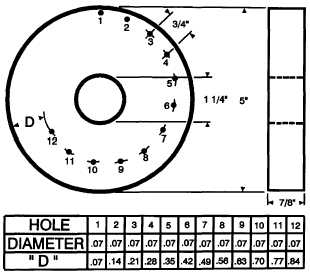
T.O. 33B-1-1Figure 3-22.Drawing of a Tool Steel Ring Specimen (Ketos Ring) with Artificial Sub-Surface Defects3.3.4.3.2For the inspection of finished parts, such as the machined and ground shafts and gears, direct current isfrequently used. Although AC is excellent for the location of fine cracks that actually break the surface, DC isbetter for locating the very fine non-metallic stringers that can lie just under the surface.3.3.4.3.3These comparisons point up the importance of choosing the right current type to give the best indicationspossible, and show how the choice will vary, depending upon the nature and location of the defects sought.3.3.4.3.4Half-wave current provides the greatest sensitivity for detecting discontinuities that lie below the surface,particularly when using dry powder and the continuous technique. The pulsation of the half-wave currentvibrates the magnetic particles, thereby aiding their migration across a surface to form indications atdiscontinuities. This particle mobility, which is very pronounced when dry magnetic powder is used,contrasts with the relative immobility of the powder when pure direct current is used. There is some skineffect when half-wave current is used, due to the pulsating magnetic fields produced by this current.However, the effect on field penetration is small at the usual frequencies of 50 and 60 Hertz.3.3.5Particles.3.3.5.1Description.The particles used in magnetic particle testing are made of ferromagnetic materials, usually combinations ofiron and iron oxides, having a high permeability and low retentivity. Particles having high permeability areeasily attracted to and magnetized by the low-level leakage fields at discontinuities. Low retentivity isrequired to prevent the particles from being permanently magnetized. Strongly retentive particles will clingtogether and to any magnetic surface, resulting in reduced particle mobility and increased backgroundaccumulation.3.3.5.2Types.Magnetic particles may be applied as a dry powder or wet suspension, in the latter case using either water ora high f lash point petroleum distillate as a suspension vehicle. Dry powders are available in various colors sothe user can select the color that contrasts best with the color of the surfaces upon which they are used.Colors for use with ordinary visible light are red, gray, black or yellow. Red and black colored particles areavailable for use in liquid suspensions and visible light. Fluorescent yellow-green particles are used only inliquid suspensions.3-25
Integrated Publishing, Inc. - A (SDVOSB) Service Disabled Veteran Owned Small Business